|
Tema: |
Goşma we hil sazlama. |
|
Işiň
maksady: |
Düzgünleştirmegiņ esasy usullaryny öwrenmek |
Ýumuş:
1. Hile baha bermegiņ zerurlygy we standart howa şertleri.
2.Įig maly saýlamak.
3.Süýümleriņ esasy hil görkezjileri.
1.Önümįilikde deņölįegliligiņ bozulmasy.
Egirme kärhanalarda önümiņ
düzgünsizligi jer maşyndan soņ geįişden geįişe köpelip barýar. Onuņ iki sebäbi bar:
·
Jer maşynda önüm inįelýär, onuņ kese kesiginde süýümleriņ sany
azalýar. Süýüm näįe az bolsa şonįa da olary deņ
ölįegli ýerleşdirmek kyn bolýar.
·
Her įekim işi düzgünsizligi artdyrýar.
Her maşynyņ önümiņ umumy
düzgünsizligine edýän goşandyny şeýle hasaplap bolýar.
CV2hakyky =
CV2iýmit + CV2goşmaįa
Meselem,
CV2goşmaįa
= CV2hakyky - CV2iýmit
CVgoşmaįa
=![]() = 13%
= 13%
2.Düzgünleştirmegiņ esasy ýollary.
Önümįiligiņ
her geįişi düzgünsizlik kemįilikleriņ įeşmesi bolup biler. Aýratynda
įekim abzal düzgünsizligi güýįli artdyrýar. Ýüplügiņ
gerekli häsiýetlerini almak üįin önümįilik prosessine düzgünleştirme
işleri goşmaly bolýar. Düzgünleştirmegiņ üį sany esasy
ýollary ulanylýar:
·
Goşma
·
Hil sazlama
·
Bir-wagtda įekme we tow berme
Esasan
goşma ulanylýar, ýöne soņky wagtlar sazlamanyņ ähmiýeti artyp barýar. Bir-wagtda įekme we tow berme
usuly diņe ýüņüņ apparat egirme kärhanalarynda ulanylýar.
3.Goşma.
Bu takyk dä emma
ýönekeý we amatly usuldyr. Bir-näįe önüm, meselem lentalar goşulup
bilelikde įekim abzala iýmitlendirilýär ( -nji
( -nji
4.Keseligine garyşdyryp goşmak.
Aslynda her
goşma işi keseligine goşmaklyga getirýär sebäbi iýmitlendirilýän
önümler ýan-ýana goýulyp goşulýar. Emma keseligine tarap
garyşdyryp goşmak işi bu bir aýry usuldyr. Bu usul boýunįa maşynlaryņ bir geįişnden įykýan önümler
indiki geįişiņ maşynlarynda garyşdyrylyp goýulýar.
Meselem her bir darak maşyndan įykýan įelekler indiki gelýäņ jer
maşynda ýan-ýana goýulman beýleki darak maşynlaryņ įelekleri bilen
garyşdyrylyp goýulýar( -nji

( -nji
( -nji
Ýa-da bir geįiş
jer maşyndan įykan įelekler indiki geįiş jer maşynlarda bir
ýerde toplanyp ýerleşdirilmeýär, olar başga jer maşyndan įykan
įelekleri bilen deņ ýaýradylyp ýerleşdirilýär. Öņki
zamanlarda saýyjy maşynlardan įykan pişgeleri (watklary) darak
maşyndan öņürti goşup garyşdyrmak usuly köp peýdalanylýardy.
Iki įykyşly jer maşynlarda her įykyşdan įykan
įelekleri beýleki įykyşyņ įelekleri bilen atanak (küşt) tertipde
ýerleşdirip keseligine goşmany gazanýarlar.
Keseligine garyşdyrmak
hem uzyn aralykda deņölįegliligi hem garyşdyrmany gowulandyrýar. Ýöne häzirki zaman egirme
önümįilikde maşynlaryņ geįişeriņ sanynyņ yzygider azalmagy bilen we
įykaryş tizlikleriņ artmagy bilen düzgünleştirmegiņ bu usulynyņ ähmiýeti
gitdikįe azalýar.
5. Süýümleri goşmak.
Öņki
zamanalar goşmany diņe lentalar we watkalar ýaly ýarym-taýýar önümler üįin
ulanyp bolýardy. Rotor egiriji maşyn egirme önümįilige girizilenden soņ
goşmanyņ has güýįli usulyny, ýagny süýümleri goşmak usulyny
peýdalanmak mümkin boldy. Open-end egirmede egiriji
maşynyņ aįyjy oklawy iýmitlendirilýän lentany aýry-aýry süýümlere įenli
bölüşdirip tüýdýär. Bu süýümler soņ rotorda
ýygnalyp, biri-biriniņ ýanynda tertipli goýuşdyrylýar. Şeýlelikde süýümler garyşdyrylyp we goşulyp gowy
düzgünleştirme täsirini berýärler. Ýöne
düzgünleştirme diņe rotoryņ töwereginiņ uzynlygynda amala aşyrylýar.
Lentadaky uzyn aralykda düzgünsizligini bu usul boýunįa
aradan aýyryp bolmaýar.
6.Hil sazlama
Awtomatik hil sazlamagyņ iki
ýoly bar: aįyk-zynjyrly gözegįilik we ýapyk-zynjyrly gözegįilik. Ýapyk zynjyrly gözegįilik ulgamynda awtomatik sazlanyşyņ
netijeleri ulgamyņ įykyşynda yzygider ölįenip durýar. Ýagny ulgam öz-özüne gözegįilik edip bilýär. Bu usullaryņ ikisem egirme kärhanalarda ulanylýar. Iki
ýagdaýda hem ilki bilen geįýän süýümleriņ göwrümi ölįenilýär, soņ įekim
sazlanylýar. Awtomatik hil gözegįiligiņ manysyny
düşunmek üįin jer maşynyņ įekim abzalynyņ mysalyny getrip bolar.
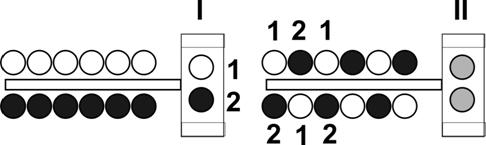
7.Įekimiņ sazlanylyşy.
Hili sazlap
düzgünleştirmek üįin įekim üýtgedilýär. Įekim abzalda öņki įekim
bilen esasy įekim sazlanyp bilýär, emma köplenį esasy
įekim sazlanýar. Sebäbi ony uly derejelerde üýtgedip inįe
sazlamak bolýar. Öņki įekim az ulanylýar sebäbi
onda howply typma kemįilikleri ýüze įykyp bilýärler.
Soņ įekimi
giriş we įykyş tizlikleri sazlap üýtgedip bolýar. Köplenį giriş tizlik
üýtgedilýar sebäbi įykyş tizligi üýtgedilse öndürijilik hem üýtgeýär. Emma darak maşyn bilen jer maşyn birleşdirilen bolsa
tersine - giriş tizlik hemişelik saklanmalydyr.
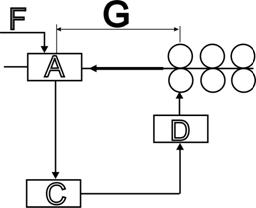
8.Aįyk-zynjyrly gözegįilik.
Įekim abzala
önümiņ girýän ýerinde ölįeýji sensor (duýgur) goýulýar. Ol önümiņ
hakyky ölįegini (göwrümini) dürli usullarda yzygider ölįäp durýar mehaniki,
optiki, howa arkaly ýa-da başga usullarda. Soņ ölįegler barada
signal berýär. Sazlaýjy abzal ölįenilen bahalar barada
signallary öņden berlen islenýän baha signaly (maksat signaly) bilen
deņeşdirýär, soņ abzal bu bahalaryņ aratapawut signalyny güýįlendirýär we
ony sazlaýjy enjama göýberýär. Sazlaýjy enjam (hereketlendiriji,
servomotor) berilýän signallara görä mehaniki sazlamany amala aşyrýar,
ýagny öņki ýa-da arka silindrleriņ tizligini sazlap įekimi üýtgedýär( -nji
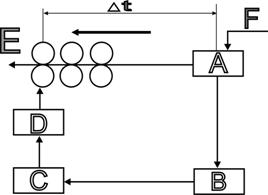
( -nji
9.Ýapyk-zynjyrly gözegįilik.
Ölįeýji
sensor sazlaýjy enjamyņ įykyşynda ýerleşýär, ýagny sazlanýan ýerden
soņ.
Şol bir meņzeş sazlaýjy abzallar we bölekler ulanylýar, diņe
signallaryņ saklanýan ýeri aýyrylýar ýapyk-zynjyrly ulgamda oņa hiį gerek
ýok ( -nji
( -nji
Hakyky ölįenilýän bahany
hökman absolýut ululyk ýaly alman ony pozitiw, negatiw ýa-da neýtral signal ýaly alyp bolýar.
Bir wagtda įekmek we tow bermek.
Süýümlere tow berilende bu tow
esasan önümiņ inįe ýerlerde güýįli täsir edýär, sebäbi bu ýerlerde towlaýan
güýje iņ pes garşylyk berilýär. Tow berilen zamany bir-wagtda įekim hem
edilse süýümler ilki bilen galyņ ýerlerden typyp süýşmäge
başlaýarlar. Įüņki önümiņ galyņ ýerlerinde süýümleriņ
özara sürtülmesi kiįi bolýar. Süýümleriņ bular ýaly süýşmeleri
galyņ ýerleriņ göwrümi
tä inįe ýerleriņki bilen deņleşýänįä dowam eder. Soņunda tow
hemme ýerde deņ ýaýraýan ýagdaýyna ýeter. Düzgünleştirme
yzygider bolup geįýär. Bu düzgünleştirme usuly
Arakesmeli (mýul) egirmede ulanylýar.
başlaýarlar.
Barlag
soraglary:
- Her maşynyņ önümiņ
umumy düzgünsizligine edýän goşandyny nädip hasaplamak bolýar?
- Düzgünleştirmegiņ haýsy
esasy ýollary bar?
- Aįyk zynjyrly
gözegįiligi häsiýetlendirmeli.
- Ýapyk-zynjyrly gözegįiligi
häsiýetlendirmeli.